


 扫一扫
扫一扫


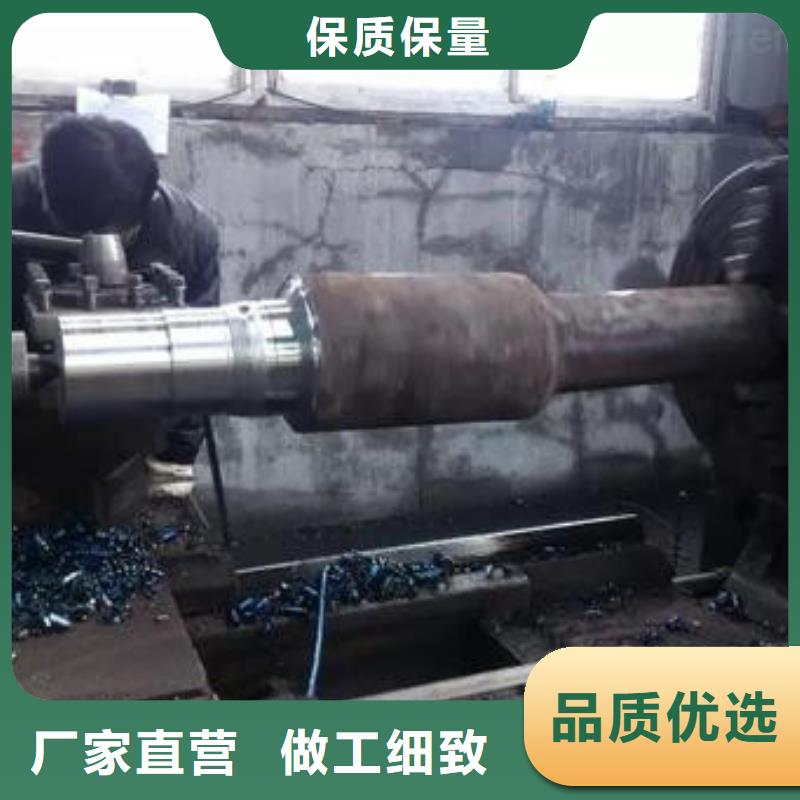
8CrMoV钢属于冷轧辊钢,由于其具有优异的性能,成为轧钢厂轧钢机上的一种重要材料。随着钢铁生产的快速发展,8CrMoV轧辊钢的应用也越来越广泛,它可通过热处理改善其力学性能,但目前有关8CrMoV钢的回火热处理工艺研究的相关报道较少。为此,本工作对高温淬火态8CrMoV钢进行不同回火温度热处理,研究高温淬火态不同回火温度对其组织及性能的影响。
试验材料选用Φ30mm×100mm的8CrMoV钢棒材,其成分为(质量分数,%):C0.55,Si0.32,Mn0.65,P、S≤0.01,V0.226,Ni0.11,Cr1.09,Cu0.08。对8CrMoV钢首先进行800℃×1h高温加热,随后进行常温淬火(淬火介质选用具有较大冷却能力且淬火变形小、开裂性小的三硝水),淬火时间15min,之后在箱式电阻炉中进行不同温度(450、500、550和600℃)保温2h的回火处理。



目标:
公司做到:诚实守信,追求卓越。
产品做到:质量保证、客户至上、做优质优价的 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品。
开发做到:做到诚信沟通,考虑实际需求,本着互相提高、友好协作、力求创新,力求你的满意!
市场做到:品质是 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品的生命,管理出效益,培育市场!
管理做到:以人为本,珍重人才,服务行业、共同发展


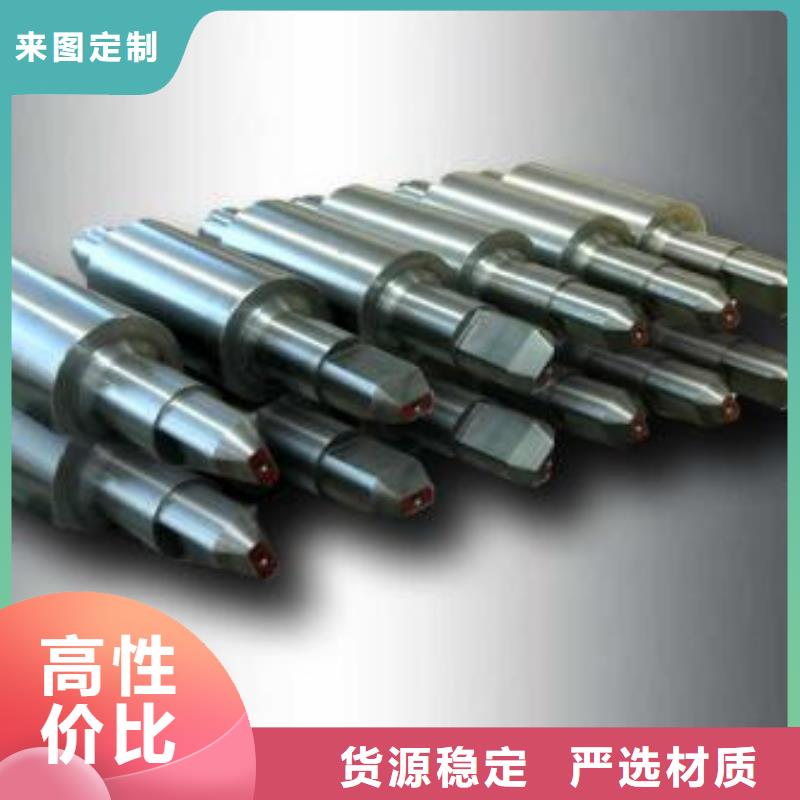
三、是利用专业工具强化磨削效果。由于高速钢轧辊硬度高,研磨比较困难,要选用专用砂轮和自动磨床。研磨完成后,采用涡流探伤仪和超声波探伤仪进行辊面的复合探伤。正常下机的高速钢轧辊磨削后可残留热裂纹上机使用。而轧制事故下机的高速钢轧辊,须在磨削辊面裂纹的基础上增加一定的磨削量。
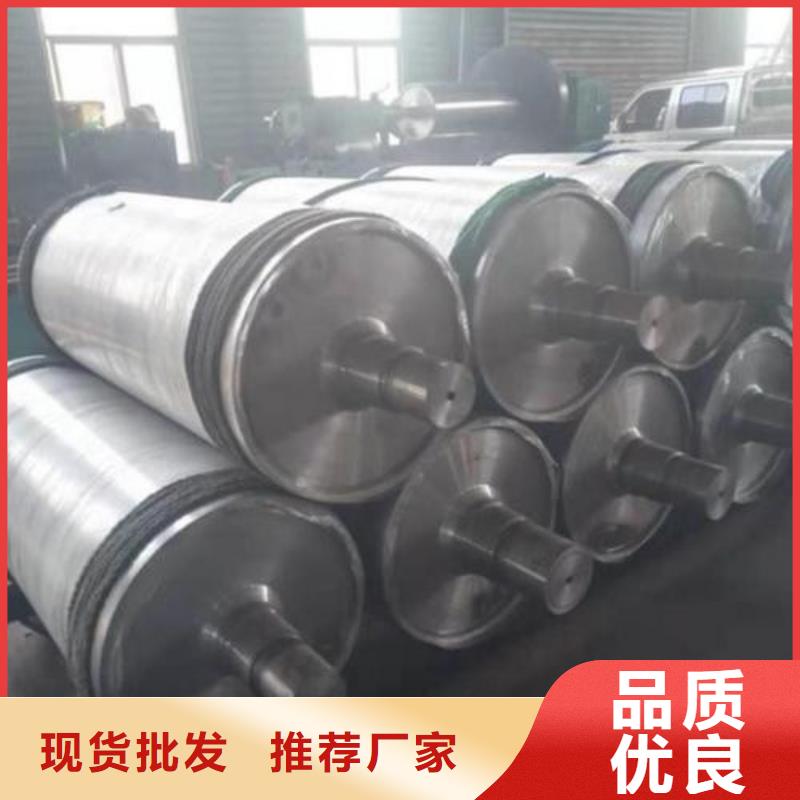
高速钢轧辊在使用中常出现的问题可以归纳为以下三大病症
一、是轧辊表面易产生氧化、裂纹、剥落等缺陷。应该针对不同的轧机架次和轧制环境选择不同化学成分和金相组织的轧辊。高速钢轧辊的冷却条件比高铬铸铁轧辊的冷却条件强。冷却水量应尽可能充分,宜采用扁平嘴取代原来的锥形喷嘴,并且将3/4冷却水用于轧辊出钢口侧的冷却,将轧辊表面温度控制在50℃以下。另外,辊身中部的冷却水量应成倍于辊身边部的冷却水量,否则不仅易造成轧辊裂纹,而且在过钢量不太多时易出现带钢“三点差”过大或“飘带”现象。一些轧钢厂家甚至须要增加40%~60%的冷却水,因此轧钢厂家在使用高速钢轧辊前应考虑冷却水量的问题。




技术支持:s797.com