无需长篇大论,观看钢板卷管放心得选择视频,让你瞬间爱上我们的产品。
以下是:徐州邳州钢板卷管放心得选择的图文介绍
山特金属制品(邳州市分公司)将秉承“质优达标,不是我们的z u i高追求;客户满意,才是我们的z u i高定位”的经营理念,依靠雄厚的技术力量,先进的管理水平,不断开拓创新的精神,为客户提供优良的 桥式滤水管产品和优质的服务!


山特金属有限公司小口径钢板卷管对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 小口径钢板卷管焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



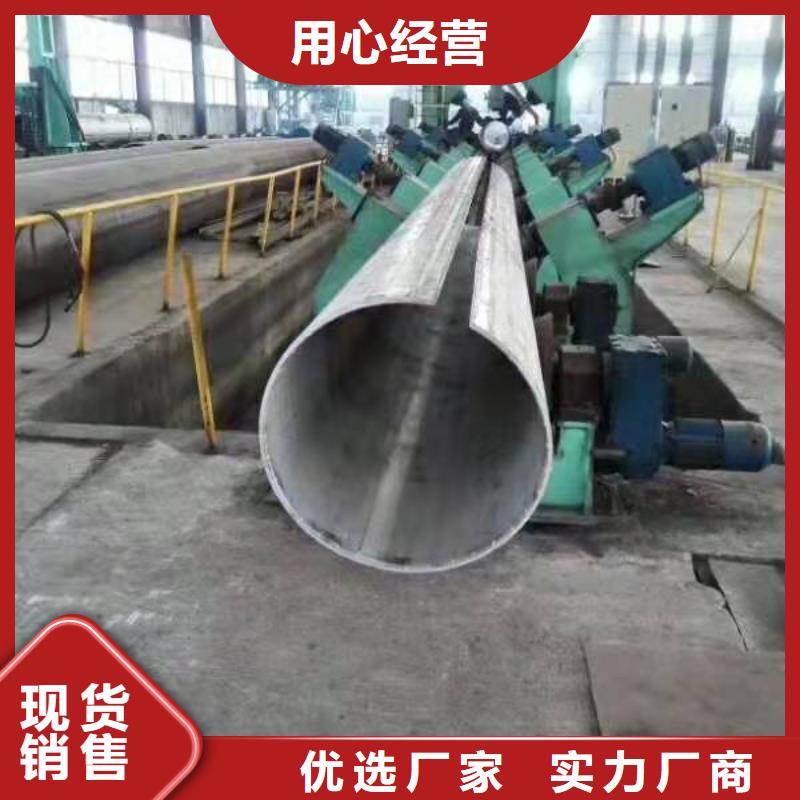
钢板卷管钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。


首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。








 扫一扫
扫一扫