





 扫一扫
扫一扫



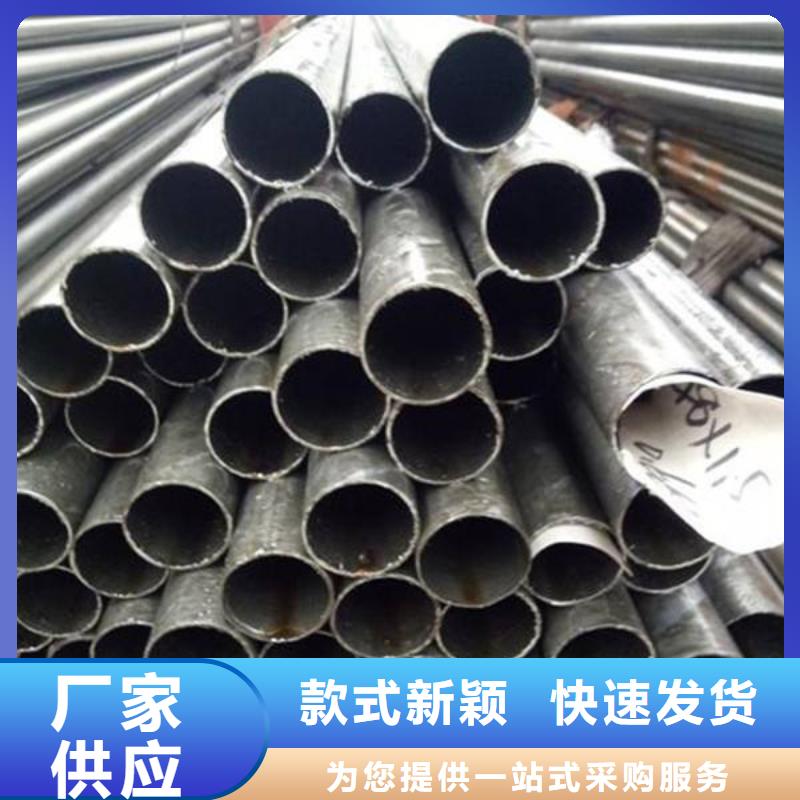
一般情况下,建筑行业所需的管道用钢主要集中在三个领域:其一是我们常用的水、煤气(天然气)、消防用管等镀锌焊管;其二是建筑在建设过程中用的脚手架,这也是建筑行业一个重要钢管需求领域,其三则是建筑的排水管和供热管道。这三个领域是建筑行业中钢管的主要需求方向。
和油气管道运输中多用无缝钢管不同,建筑行业中所需的钢管多以焊管为主。之所以青睐焊管是因为这类钢管接头可以用直接焊接方式,操作方便,且埋入地基之后不会变形也不漏水,可靠。因此,焊管成了建筑行业钢管用钢的 。可是,和无缝钢管相比,焊管在耐腐蚀性等方面存在一定不足,因此,我们经常会看到住宅因为输水管道、输气管道老化而不断返修。但是,随着钢管行业新国标的贯标执行,这种情况可以得到大大改观。
以镀锌焊管这种建筑业常用的钢管为例,以前在上锌量没有固定的要求的时候,部分企业只是在表面镀一层锌,这类钢管在建筑采购使用之后用不到几年就会出现表层脱落的情况,进而整个钢管出现生锈的情况,严重损害了钢管的使用寿命











[钢管]厂家直销,库存充足,规格齐全,欢迎来电咨询,价格有优惠,诚信至上,满足你的需求是融拓金属材料(邵阳市北塔区分公司)不懈的追求!

技术支持:s797.com